
Optymalizacja rozkładu rozwiniętych elementów blaszanych na arkuszach produkcyjnych – SOLID EDGE 2D NESTING
1. Wstęp
Zbiór rozwiązań inżynierskich oferowanych w ramach portfolio Solid Edge regularnie powiększa się o wiele istotnych i wydajnych narzędzi zarówno dla projektowania (CAD), jak również (m.in.) dla wspomagania wytwarzania (CAM). Efektem ciągłego rozwoju tego systemu jest więc fakt, że jeden z ważniejszych składników najnowszej generacji Solid Edge 2020 to nowoczesne rozwiązanie „hybrydowe”, adresowane jednocześnie do branż CAD i CAM, ponieważ zawiera szereg nowych ulepszeń natury konstrukcyjnej i produkcyjnej. Mowa tu o Solid Edge 2D NESTING, służącym do optymalnego ułożenia wielu rozwiniętych i uprzednio zamodelowanych elementów blaszanych (aspekt CAD) na arkuszach produkcyjnych, dla późniejszego przesłania tego rozkładu do odpowiednich maszyn (aspekt CAM). Powyższe ma na celu możliwie dochodowe wytwarzanie ww. rozwinięć przez ich wycinanie z prefabrykowanych arkuszy, zróżnicowanymi metodami, np. laserem, plazmą, water-jet itd.Omawiany tu optymalny układ „rozwiniętych” blach na arkuszu technologicznym można scharakteryzować następująco:
- Celem jest uzyskanie najlepszego z możliwych wariantów (pod względem geometrycznym).
- Służy do realizacji możliwie dużego wolumenu produkcji przy możliwie niskich kosztach (tj. z najwyższym możliwym zyskiem).
- Gwarantuje maksymalnie wysoki stopień wykorzystania materiału równoznaczny z minimalnym odpadem produkcyjnym (minimalnym kosztem).
- Umożliwia wykrycie ewentualnej nietechnologiczności elementów skierowanych do wytwarzania.
- Dobiera odpowiednie arkusze technologiczne kierując się minimalizacją kosztów ich zakupu i składowania, włącznie z możliwym preferowaniem arkuszy już napoczętych, pochodzących z uprzednio wykonanych paleń.
- Informuje o ew. kwestiach do dodatkowego rozwiązania, np. o sytuacji,
gdy rozmiary rozwinięć są większe od rozmiarów dostępnych arkuszy
(lub gdy liczba dostępnych arkuszy o niezbędnych rozmiarach jest niewystar-czająca dla wykonania planowanej produkcji o założonym wolumenie). - System łatwo wymienia informacje ze środowiskami, na pograniczu których się znajduje, tj. realizuje m.in. import geometrii wyrobów i arkuszy technologicznych (CAD) oraz eksport optymalnego układu na laser (CAM) lub ponownie do systemu CAD – dla ewentualnego wprowadzenia modyfikacji w geometrii produktów, korzystnych / niezbędnych z ww. względów.
- Generuje czytelne i różnorodne raporty dotyczące liczności poszczególnych rozwinięć na odpowiednich arkuszach, ich ułożenia, długości drogi palenia, powierzchni materiału, który już został / jeszcze nie został wykorzystany
w danym procesie wytwórczym, np. celem realizacji przyszłych paleń itd. - Opisywane rozwiązanie oznacza o wiele więcej, niż wspomaganie procesu palenia blach w rozkroju; ze względu na powyższe korzyści, obszar zastosowania Solid Edge 2D NESTING uwzględnić może także procesy wytwarzania w branży wyrobów tekstylnych (wycinanych np. ploterem), wyrobów tekturowych / kartonowych (wycinanych np. wykrojnikiem) lub wyrobów z materiałów twardych i grubościennych, np. płyt granitowych (wycinanie ‘water-jet’).
2. Wsadowa geometria CAD (poprawna lub błędna) reprezentująca elementy do wycięcia w sposób optymalny.
2.1 Geometria poprawna
Solid Edge 2D NESTING może zaimportować geometrię CAD elementów w rozwinięciu np. w następujący sposób:
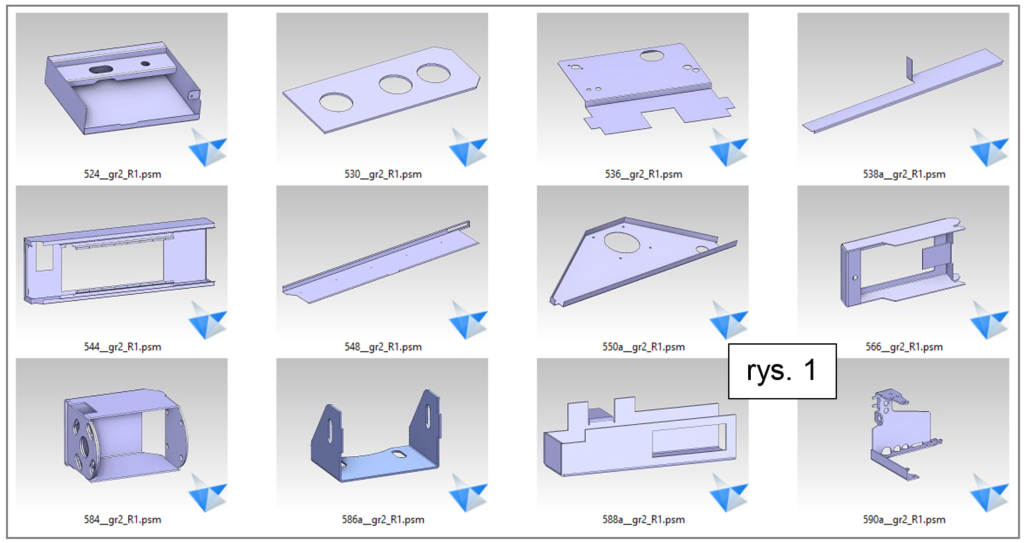
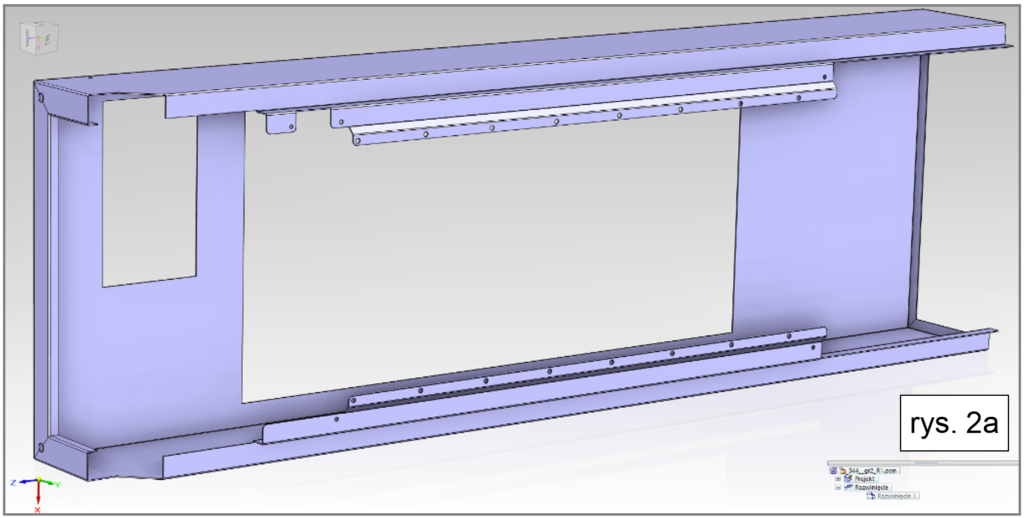
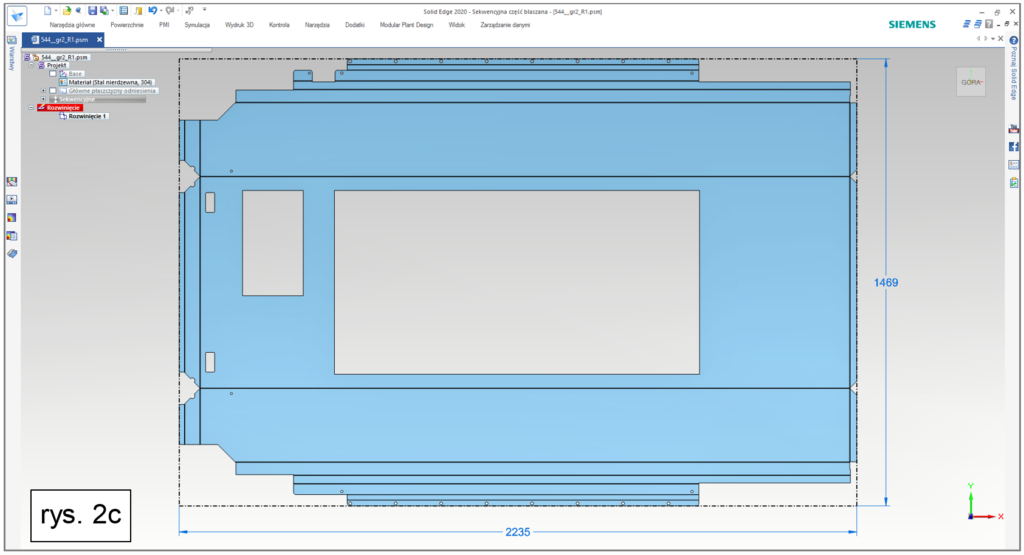
- Import plików Solid Edge 3D (.PSM, .PAR), reprezentujących sobą modele cienkościenne 3D „na gotowo” (właściwie wycięte z ew. zagięciami etc., rys. 1, rys. 2a,b), posiadających ‘rozwinięcie płaskie 2D’ (rys. 2c).
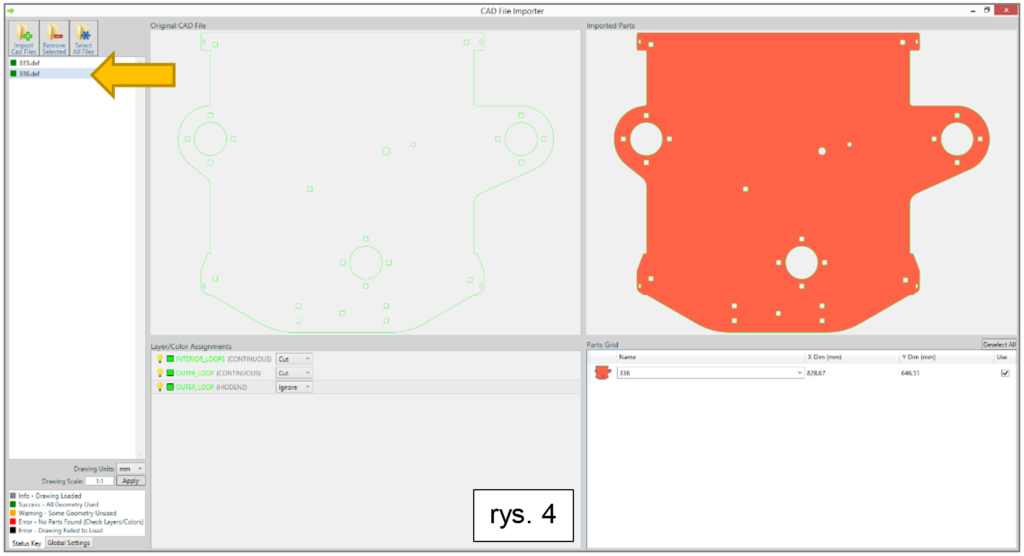
- Import plików pośrednich (neutralnych) 2D, np. DXF, stanowiących zapis odpowiednich rozwinięć płaskich (rys. 4).
- Manualne zdefiniowanie geometrii do wycięcia, np. z wykorzystaniem geo-metrii podstawowej (prostokąty, pierścienie etc., o zadanych wymiarach).

System analizuje poprawność tak zaimportowanej / utworzonej geometrii wsadowej z uwzględnieniem m.in. następujących cech:
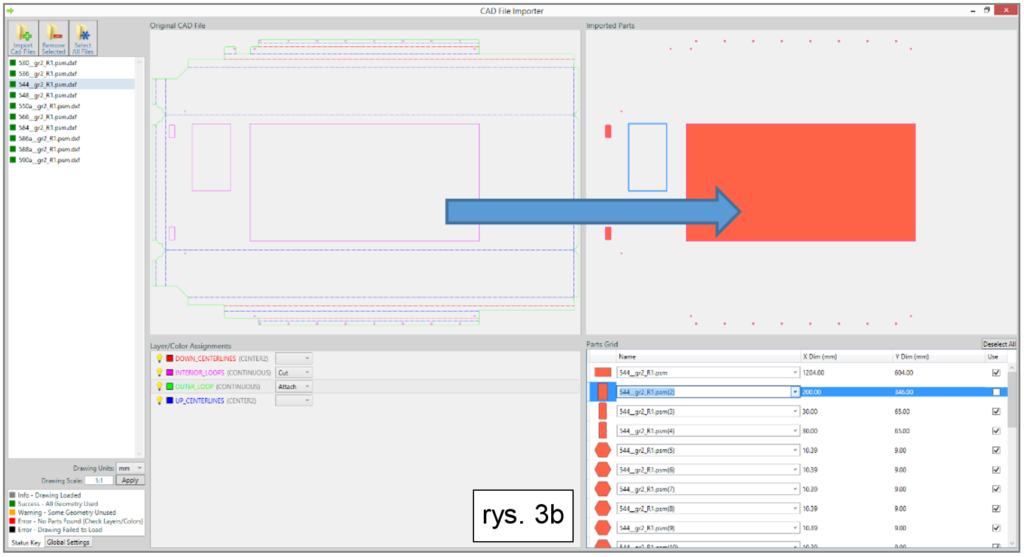
– obrysy zewnętrzne (rys. 3a), a także
– obrysy wewnętrzne (jeśli istnieją, jak na rys. 3a,b),
– osie gięcia w górę / w dół (jw. i gdy jest potrzeba ich rozpatrywania),
– geometria dodatkowa (jw.).

Obrysy (pętle) wewnętrzne mają tutaj istotną rolę do spełnienia.
Mogą być one traktowane jako:
- Obszary zbędne w finalnym produkcie (teoretycznie do usunięcia).
Tymczasem wówczas (rys. 3a) mogą one zostać wykorzystane jako lokalizacje materiału dla wycięcia mniejszych rozwinięć, tj. takich, które zmieszczą się w tych obszarach (z założonymi odstępami pomiędzy krawędziami). Jest to jeden z wielu przykładów, gdy Solid Edge 2D NESTING wykorzystuje te fragmenty arkuszy produkcyjnych, które w przypadku innych rozwiązań tego typu mogłyby zostać sklasyfikowane wyłącznie jako odpad. To z kolei, w celu wytworzenia mniejszych rozwinięć oznaczałoby konieczność wykorzystania dodatkowych rejonów danego arkusza lub napoczęcie nowego. Ta korzystna funkcjonalność Solid Edge 2D NESTING bywa określana słowami „wczoraj kosztowny złom – dziś zysk”.
- Jako elementy dla dodatkowego i niezależnego wykonania, będące dopełnieniem oryginalnego produktu (rys. 3b), przydatne np. w produkcji obudów metalowych z celowymi wycięciami, w praktyce zasłoniętymi
demontowalnymi pokrywami, frontami szuflad itd.
Geometria poprawna zostaje kolorystycznie wyróżniona na liście wszystkich rozpatrywanych modeli (rys. 4).
2.2 Geometria błędna – diagnostyka i wsparcie użytkownika
Jak wspomniano powyżej, opisywane rozwiązanie posiada możliwość wskazania ewentualnych nietechnologiczności i/lub błędów zawartych w importowanych modelach 3D.
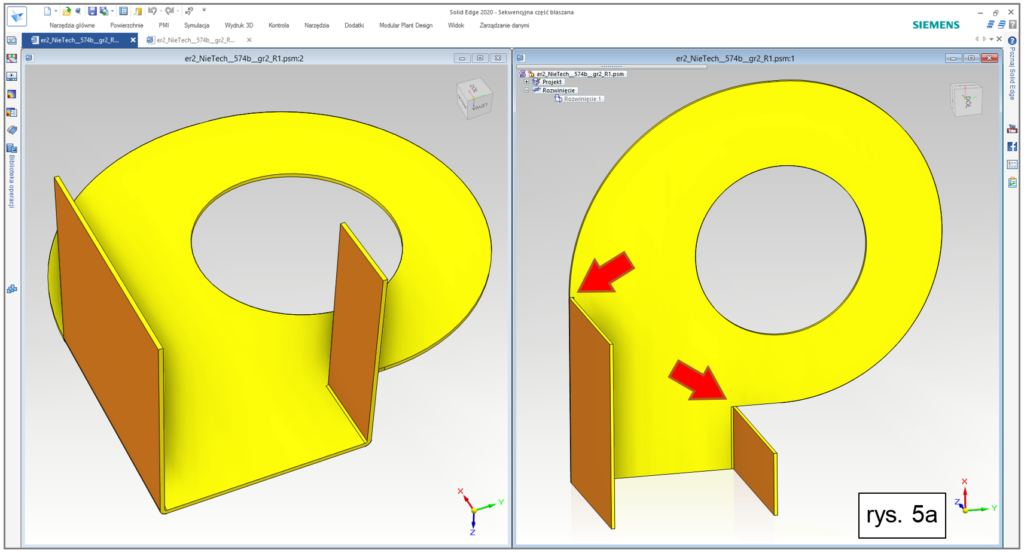
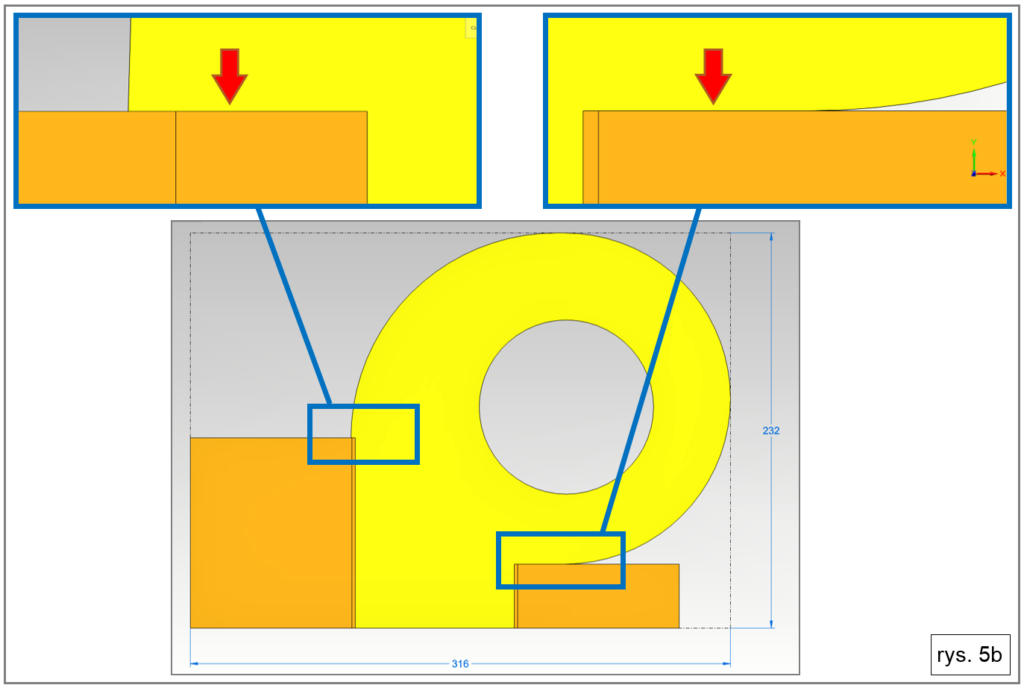
Przykładowo, model elementu blaszanego (rys. 5a) posiada dwa zagięcia typu „do wewnątrz” (wyróżnione kolorystycznie), gdzie niestety nie zastosowano racjonalnie dobranych podcięć bocznych. Może to być ew. akceptowane dla wyrobów tekturowych, ale niekoniecznie w przypadku blach. Sytuacja nasila się w zapisie rozwinięcia wyrobu (rys. 5b), gdzie w przypadku każdego z tych zagięć, jedna z krawędzi bocznych posiada (fragmentarycznie, w pobliżu strefy gięcia) integralną materiałową ciągłość z licem, z którego to zagięcie wychodzi. Pojawia się więc zjawisko nietechnologiczności dostarczonej geometrii wsadowej.
Solid Edge 2D NESTING natychmiast rozpoznaje nieprawidłowe zjawisko, o czym informuje użytkownika czytelnie wyróżniając dyskusyjny model na liście wszystkich modeli skierowanych do produkcji, a także umożliwiając zapoznanie się z rejonem, gdzie dane zjawisko zachodzi (rys. 6).
Prowadzić to powinno np. do podjęcia decyzji o modyfikacji geometrii wyrobu.

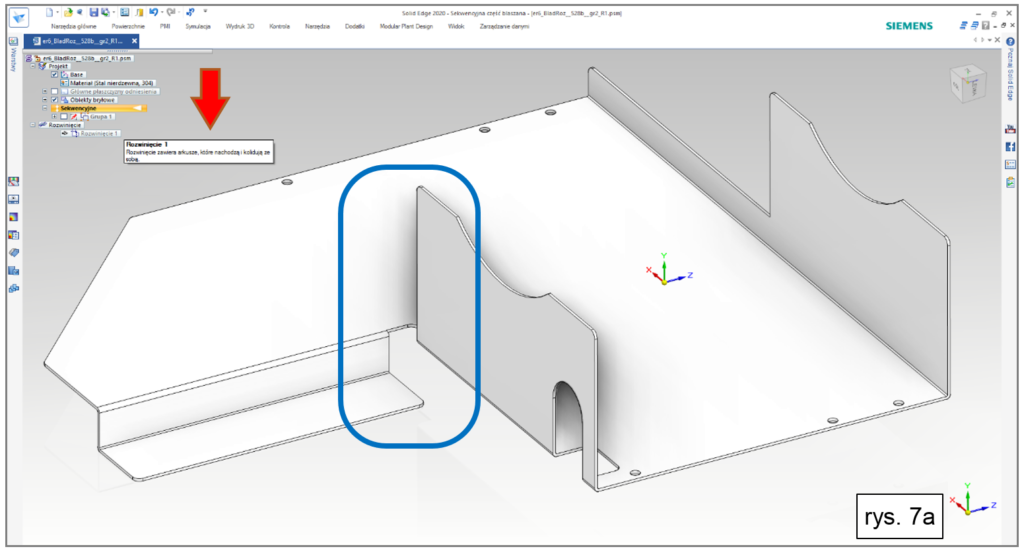
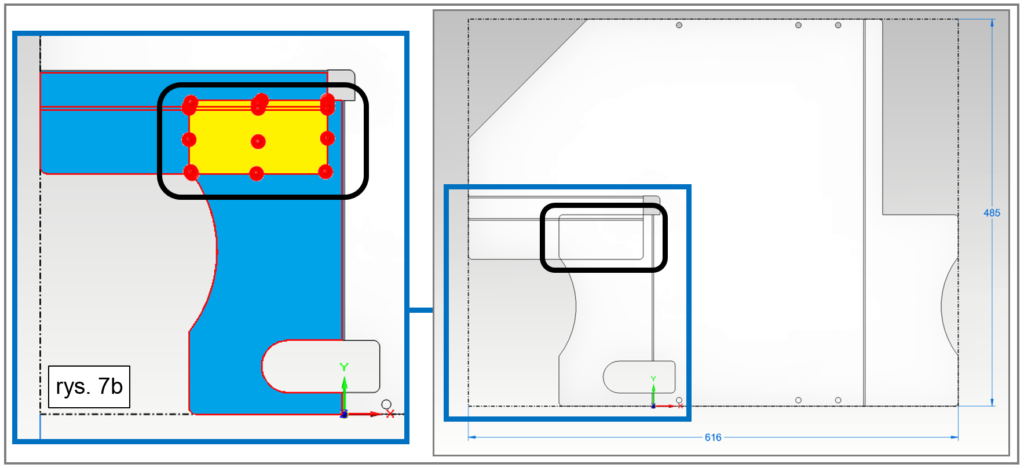
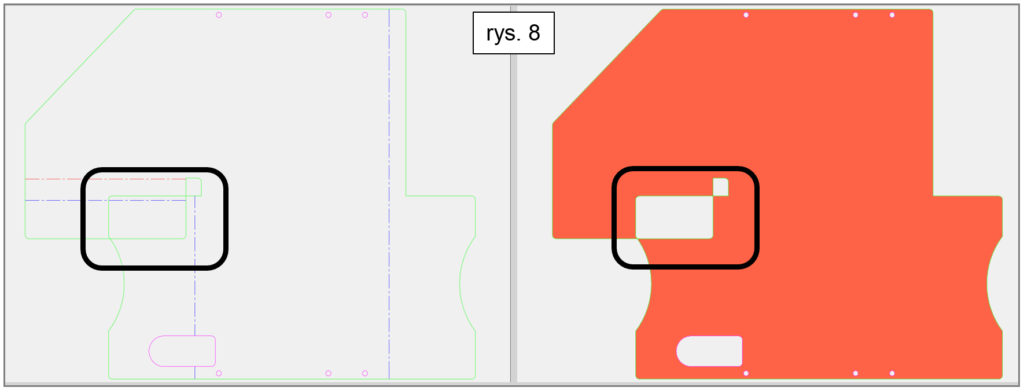
Innym przykładem możliwego zdiagnozowania nieprawidłowości w geometrii wsadowej jest wizualne wyróżnianie zagięć, które wydają się poprawne w „modelu na gotowo” (rys. 7a – choć warto zwrócić uwagę na fakt, że już wtedy Solid Edge informuje o możliwych nieprawidłowościach w rozwinięciu), lecz nakładają się na siebie właśnie w rozwinięciu (rys. 7b), czyniąc produkt niemożliwym do wykonania poprzez typowe wycinanie i zaginanie.
Wizualny feedback Solid Edge 2D NESTING dla takiej sytuacji przedstawiono na rys. 8.
Również i tutaj należy rozpatrzeć wprowadzenie modyfikacji w geometrii wyrobu.
2.3 Zadeklarowanie liczby sztuk wykonania (wycięcia) dla każdego z wyrobów
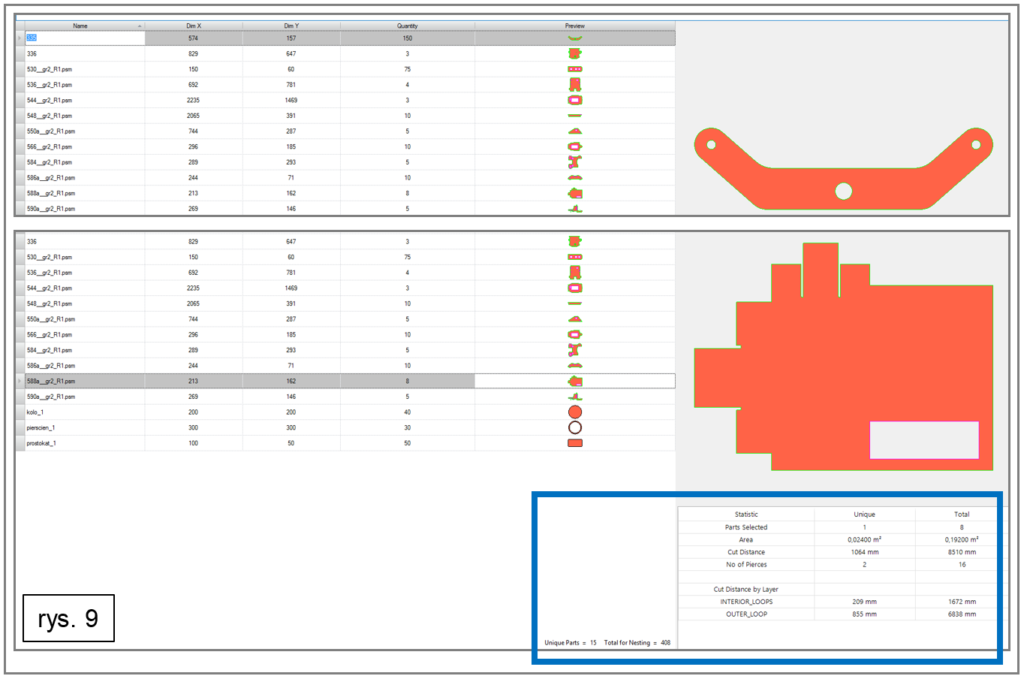
Dysponując geometrią zdefiniowaną różnymi metodami (jw.) i poprawną z ww. względów, dla każdego z odrębnych wyrobów użytkownik deklaruje liczbę sztuk, w jakiej ma on zostać wycięty (rys. 9).
Wówczas (jw., dla każdego z wyrobów, dodatkowo w ujęciu indywidualnym oraz łącznym) system podaje m.in. następujące informacje:
- długość drogi palenia,
- liczba wpaleń,
- pole powierzchni.
3. Zdefiniowanie arkuszy produkcyjnych (gabaryty, geometria, liczność oraz ew. kolejność wykorzystania)
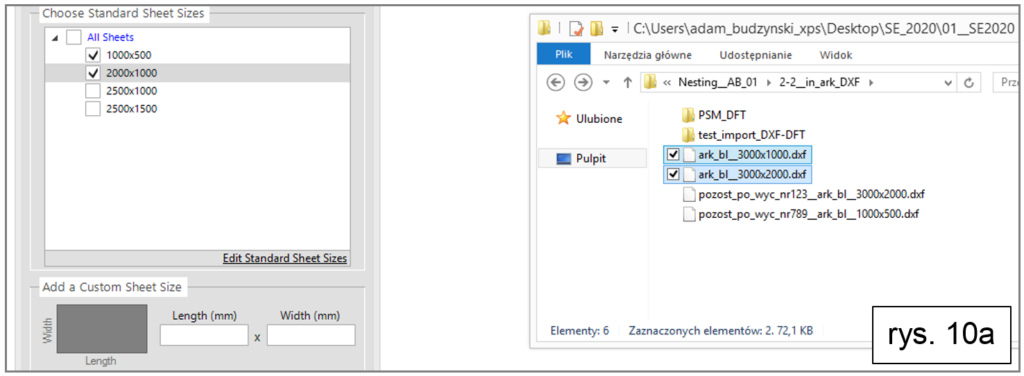
Opisane wyroby powstają – z założenia – przez ich wycięcie z odpowiednio dużych płaskich arkuszy blachy. Użytkownik Solid Edge 2D NESTING może zdefiniować ich gabaryty i geometrię w następujący sposób (rys. 10a):
- manualne wprowadzenie gabarytów (rozmiarów X / Y) danego arkusza (można w ten sposób stworzyć listę domyślnie dostępnych arkuszy wraz z określeniem ulubionych),
- zaimportowanie pliku .DXF reprezentującego numeryczny zapis 2D dla gabarytów i geometrii arkusza, zarówno fabrycznie nowego (prostokąt-nego), jak również częściowo zużytego / napoczętego (więcej na ten temat w dalszej części artykułu, punkt 7.2).
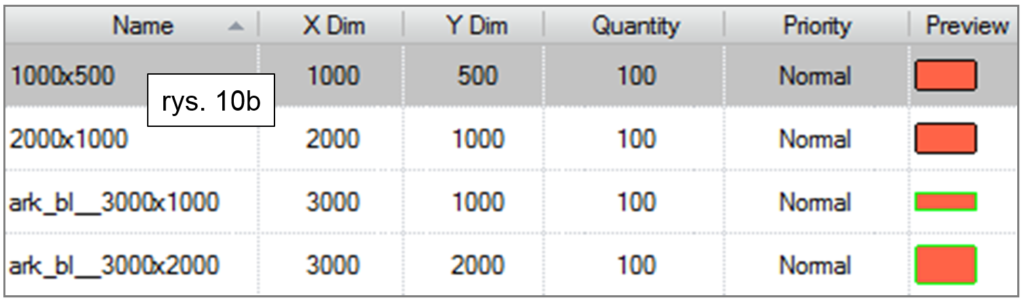
Następnie dla każdego z ww. rodzajów arkuszy dodatkowo określa się (rys. 10b):
- liczbę dostępnych sztuk,
- opcjonalnie – istotność, tj. zbiór wymogów dotyczących kolejności ich wykorzystania (np. wskazanie który/które mają „być palone” w kolejności pierwszej, drugiej, etc., jak również jedynie w przypadku absolutnej konieczności, czyli w ostatniej kolejności).
Tymi pierwszymi mogą być np. arkusze już napoczęte, przeznaczone do rychłego i całkowitego wykorzystania.
Ostatnimi natomiast – arkusze specjalnego przeznaczenia, np. ze szlachetniejszych materiałów, itd.
4. Gwóźdź programu, czyli obliczenia optymalizacyjne dla ułożenia uprzednio zdefiniowanych rozwinięć na zadeklarowanych arkuszach
Powyższe dane wsadowe, czyli geometria i liczność wyrobów oraz arkuszy produkcyjnych, warto uzupełnić m.in. o następujące opcjonalne zagadnienia, które mogą korzystnie wpłynąć na efektywność procesu optymalizacji, tj. dodatkowo zwiększyć stopień zagospodarowania materiału arkuszy produkcyjnych:
- wyrażenie zgody na ew. obrót rozwinięcia na arkuszu o dany/dowolny kąt,
- wyrażenie zgody na ew. wypalenie lustrzanego odbicia wyrobu, co w przypadku określonych materiałów i wyrobów finalnie i tak doprowadzi do wykonania tego samego produktu końcowego, przez zwyczajny obrót wypalonego obiektu,
- minimalny odstęp pomiędzy wycinanymi obiektami, jak również pomiędzy ww. obiektami, a krawędziami arkuszy technologicznych,
- kierunek układania rozwinięć na kolejnych arkuszach (N, E, S, W).
Z technologicznego i jednocześnie matematycznego punktu widzenia, do zadeklarowania pozostaje jeszcze jedna, i nieomal kluczowa kwestia, tj. cel optymalizacji.
Spośród kilku możliwych, zostaną tu przedstawione dwa wybrane:
- najwyższa wydajność, czyli uzyskanie przede wszystkim maksymalnego zagospodarowania łącznego pola powierzchni dostępnych arkuszy,
- największa powtarzalność, uzyskanie przede wszystkim minimalnej liczby odmiennych schematów palenia, co jest istotne w przypadku względnie wysokich kosztów programowania i przygotowania odmiennych rozmieszczeń rozwinięć. Nacisk na maksymalne zagos-podarowanie materiału z dostępnych arkuszy jest tu na drugim miejscu.
Po uwzględnieniu wszystkich ww. informacji wejściowych Solid Edge 2D NESTING rozpoczyna proces optymalizacyjny, tj. poszukuje i znajduje takie łączne ułożenia rozwinięć na arkuszach, dla których powyższy cel jest najlepiej spełniony.
Proces optymalizacyjny, czyli zadanie poszukiwania idealnego ułożenia rozwinięć, może być prowadzony w zasadzie bez końca. System cały czas będzie poszukiwał kolejnych możliwych kombinacji, dla których, np. procentowy stopień wykorzystania arkuszy będzie coraz większy i coraz lepszy. W praktyce uważa się jednak, że już po kilkudziesięciu sekundach zostaje znaleziony najwłaściwszy układ rozwinięć.
Każda kolejna kombinacja, według rozumowania: „dobra”, „lepsza”, „jeszcze lepsza”, „najlepsza” jest zapisywana, więc użytkownik ma możliwość elastycznego wyboru dowolnej z nich, choć system naturalnie sugeruje wybranie najlepszej.
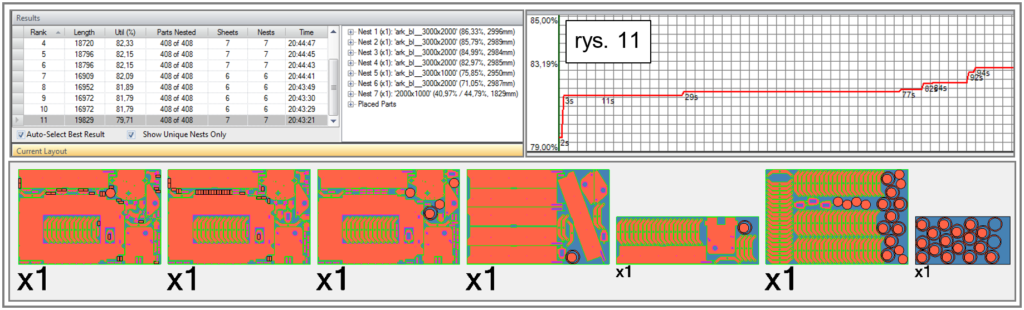
- wariant „dobry” (rys. 11):
- zauważyć można tu jeden z układów znalezionych w początkowych sekundach procesu, można go roboczo określić mianem „dobry”,
- uśredniony łączny stopień wykorzystania materiału wynosi tu 79,7 %,
- można zauważyć określoną liczbę zastosowanych arkuszy o danych gabarytach (mogą być zastosowane x1 lub wielokrotnie, naturalnie w liczbie równej/mniejszej od zadeklarowanej liczby dostępnych arkuszy danego typu),
- arkusz o danych gabarytach może zostać wykorzystany dla różnych rozmieszczeń rozwinięć,
- dla każdego z ww. odmiennych rozmieszczeń, system podaje zmierzony tam procentowy stopień zagospodarowania materiału, długość drogi palenia i listę umieszczonych tam rozwinięć (indywidualnie i łącznie),
- w opisywanym przypadku, każde z odmiennych rozmieszczeń zostało zaproponowane x1 (jest więc tu łącznie 7 arkuszy, na których rozplanowano 7 osobnych rozmieszczeń).
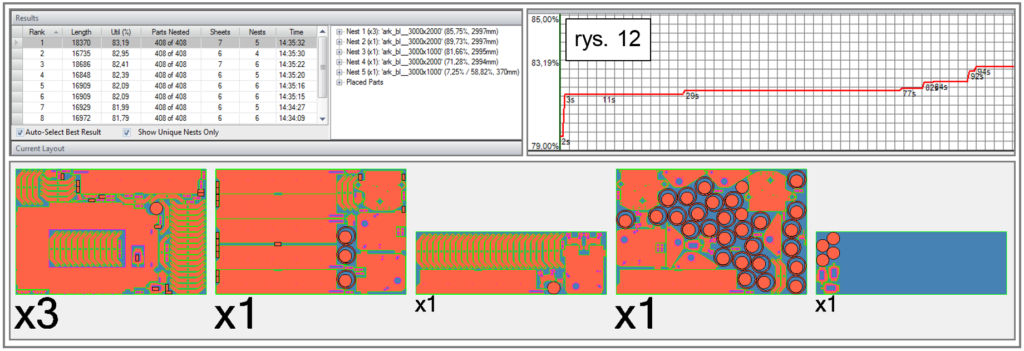
- wariant „lepszy” (rys. 12):
- układ znaleziony w kolejnych sekundach, jest on „lepszy” względem „dobrego” z rys. 11,
- uśredniony łączny stopień wykorzystania materiału wynosi tu 83,2 %,
- w porównaniu z rys. 11, jedno z rozmieszczeń rozwinięć jest tu zaproponowane x3, pozostałe x1,
- powyższe oznacza, że zużytych zostanie łącznie 7 arkuszy blach z przeznaczeniem na 5 odrębnych rozmieszczeń,
- warto zwrócić uwagę na możliwie duży stopień niewykorzystania ostatniego arkusza (pierwszy z prawej), z naciskiem na to, aby rozplanowanie tam rozwinięć umożliwiło najlepsze wykorzystanie tego, obecnie już napoczętego arkusza, podczas ew. przyszłych paleń.
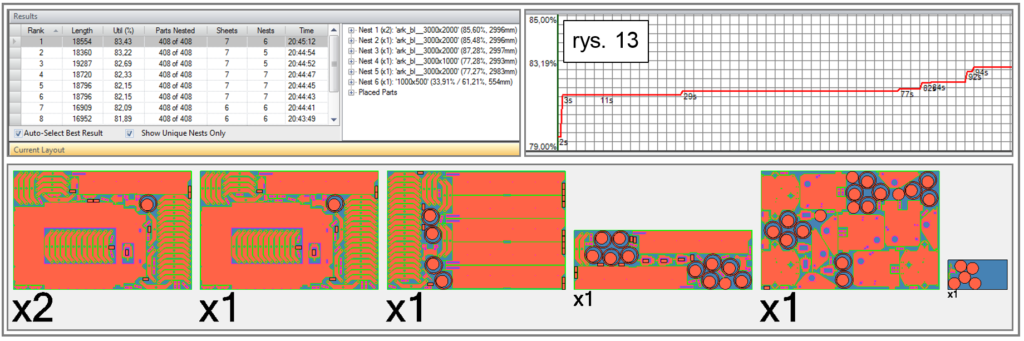
c) wariant „najlepszy” (rys. 13):
- kontynuując obliczenia optymalizacyjne względem stanu z rys. 12, system znalazł po drodze kilka jeszcze lepszych (coraz lepszych) układów,
- tymczasem przedstawiony tu układ jest „najlepszy” (spośród znalezionych w wyniku obliczeń prowadzonych w zadanym czasie),
- uśredniony łączny stopień wykorzystania materiału wynosi tu 83,4 %,
- szereg innych kwestii, tj. liczba i rodzaj użytych arkuszy, liczba odmiennych rozmieszczeń, itd., może tu zostać odczytana analogicznie jw.
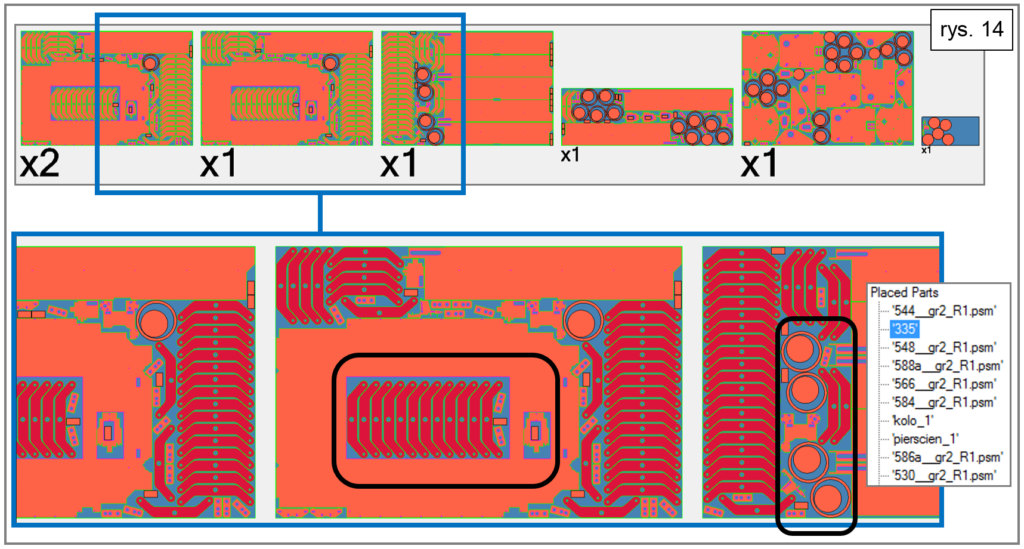
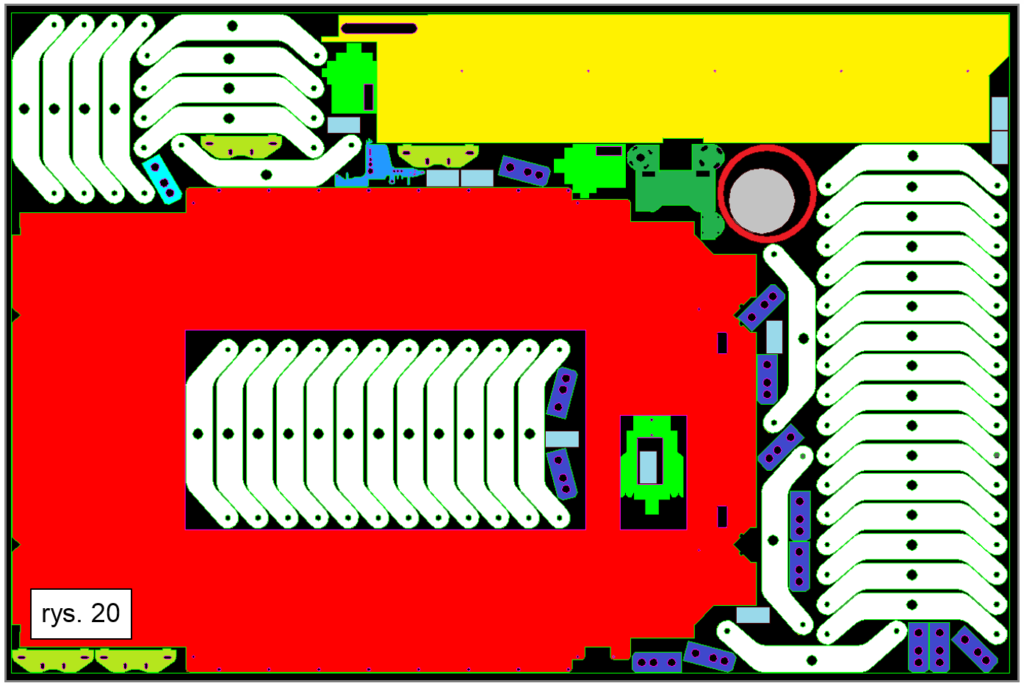
Analizując dokładniej wariant „najlepszy” (rys. 13) warto dodatkowo zwrócić uwagę na (rys. 14):
- możliwość szczegółowego odnalezienia każdego z rozwinięć na danym lub wszystkich arkuszach (wybrane wystąpienia rozwinięcia nr 335 zostały tu wyróżnione m.in. ciemniejszym kolorem),
- fakt wspomnianego uprzednio wstawienia mniejszych rozwinięć przede wszystkim do wewnętrznych obrysów w większych rozwinięciach (czarnym obrysem wskazano wybrane z widocznych tu przypadków);
kwestia ta jest także widoczna m.in. na rys. 19 i rys. 20.
Celem optymalizacji dla znalezienia wariantu „najlepszego” (rys. 13) była najwyższa wydajność.
Warto porównać rys. 13 z rys. 15, gdzie także przedstawiono wariant „najlepszy”, ale znaleziony z założeniem największej powtarzalności.

Porównując owe dwa warianty „najlepsze”, znalezione jednakże dla innych celów optymalizacji, można zauważyć aspekty wskazane w tablicy na rys. 16.

Użytkownik Solid Edge 2D NESTING podejmuje decyzję, który z „najlepszych” wariantów zostanie skierowany do produkcji. W dalszej części artykułu, wykorzystany zostanie wariant najlepszy o najwyższej wydajności (rys. 13).
5. Eksport optymalnego układu rozwinięć z zastosowaniem inżynierskich formatów CAD/CAM
Numeryczny zapis optymalnego układu rozwinięć może zostać wyeksportowany:
- do środowiska CAD, np. dla sporządzenia dokumentacji narzędziowej, wykonania oprzyrządowania technologicznego etc.
- na maszynę („na laser” / CAM), dla właściwej realizacji procesu produkcyjnego.
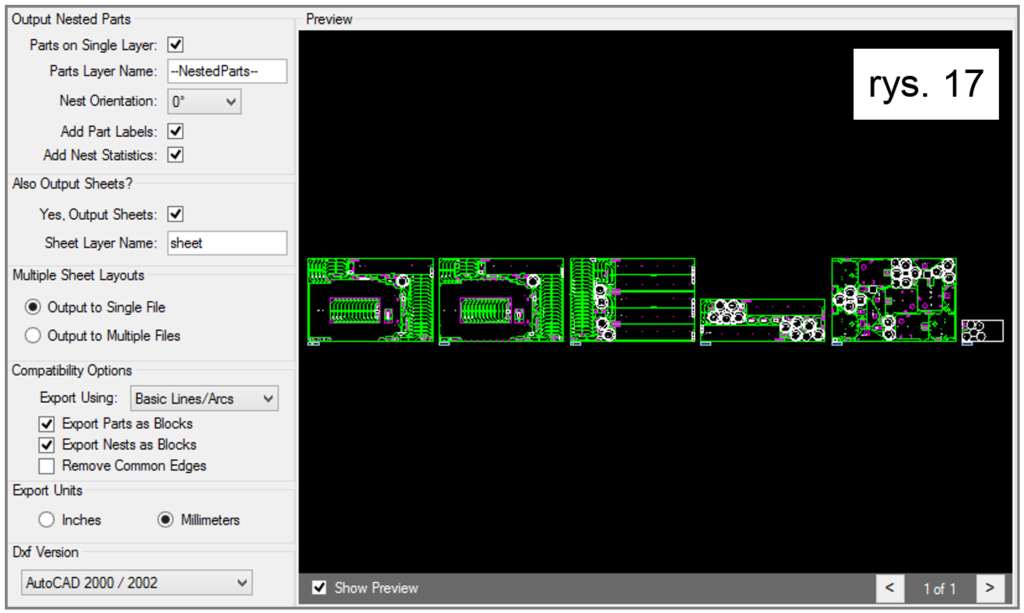
Może to być zrealizowane m.in. poprzez zapis do formatu .DXF (rys. 17, gdzie eksportuje się wariant najlepszy z rys. 13), ze zwróceniem uwagi na szereg opcji do uwzględnienia, np. dodanie nazw poszczególnych rozwinięć oraz statystyk produkcyjnych na odrębnych warstwach itd.
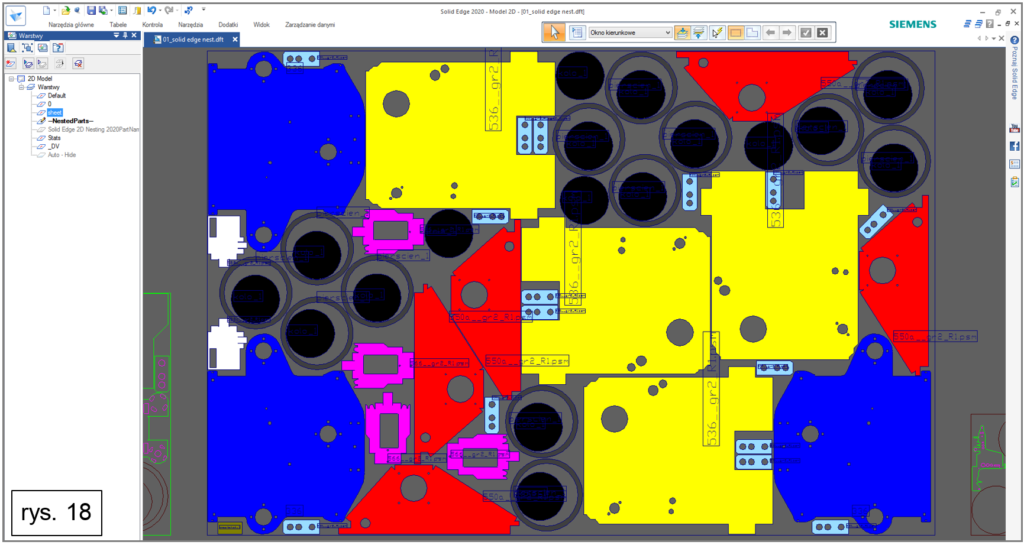
Na poniższych rysunkach przedstawiono następujące kwestie dotyczące ww. DXF, już po jego wczytaniu do systemu CAD (Solid Edge 2020), do środowiska 2D:
- 18 – wybrane rozmieszczenie rozwinięć na danym arkuszu, z widocznymi warstwami zawierającymi nazwy własne wszystkich elementów, rozwinięć i arkuszy, informacje nt. %-ego wykorzystania materiału itd. (wizualne rozróżnienie kolorystyczne, mające na celu zwiększenie czytelności tego rysunku, wprowadzono odrębnie),
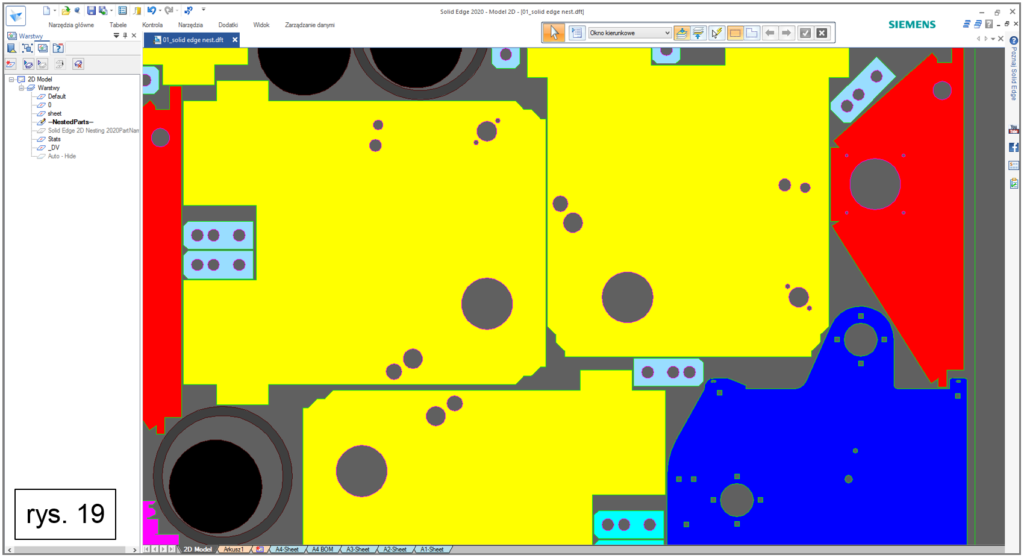
- 19 – fragment rys. 18, gdzie celowo ukryto ww. warstwy,
- 20 – odmienne rozmieszczenie rozwinięć inny arkusz, jw.
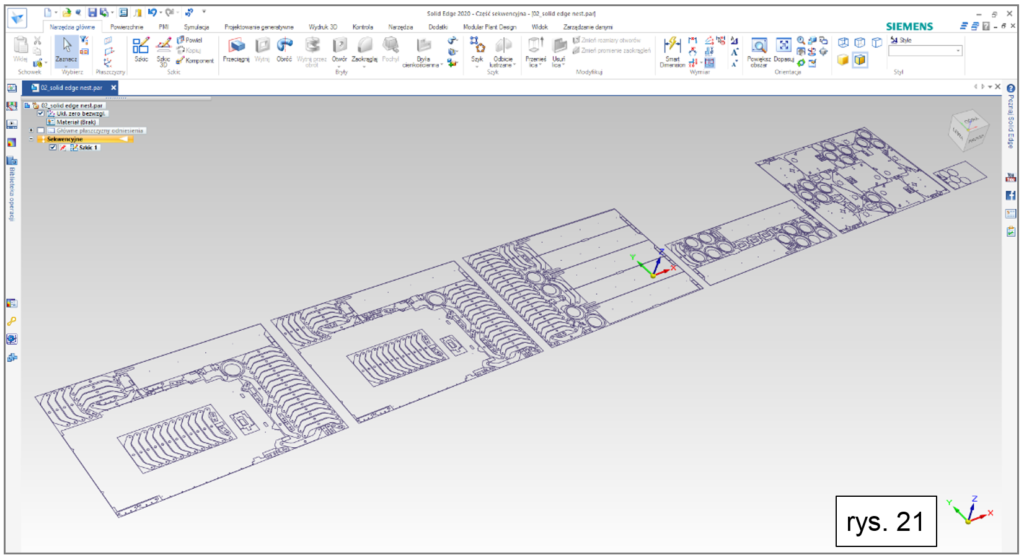
Na rys. 21. przedstawiono efekt wczytania .DXF do wybranego środowiska 3D systemu Solid Edge 2020.
6. Eksport optymalnego układu rozwinięć z zastosowaniem formatów popularnych
Omawiany optymalny układ rozwinięć może zostać także wysłany do innych uczestników procesu biznesowego (tj. innych niż stricte CAD/CAM) w postaci uniwersalnych raportów, np. dla sporządzenia zamówień na prefabrykowane arkusze, wyceny procesu wytwórczego w przypadku kooperacji itd.
Raporty te mogą zostać wysłane w postaci plików o popularnych formatach, np. XLSX (MS Excel) oraz .PDF. Mogą to być raporty o następującym charakterze:
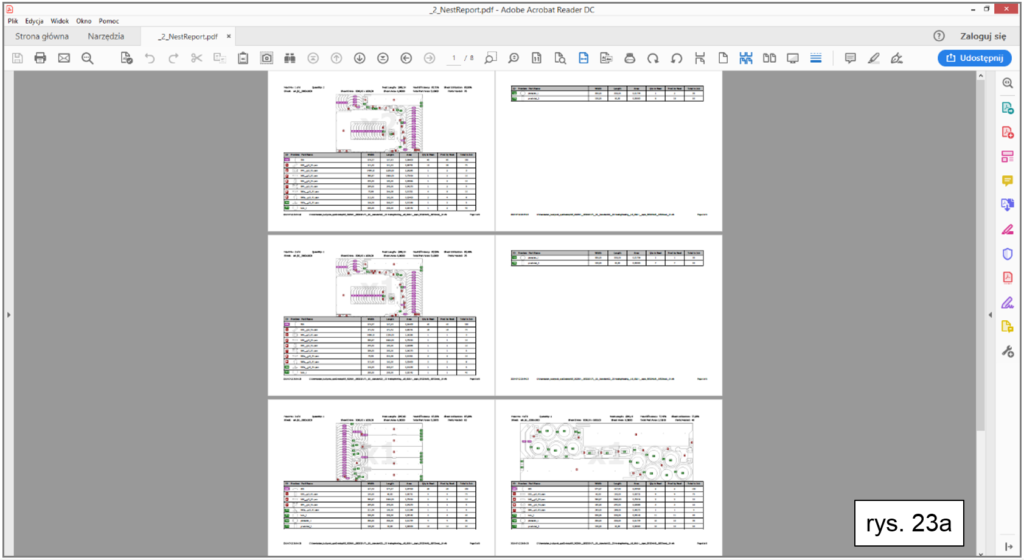
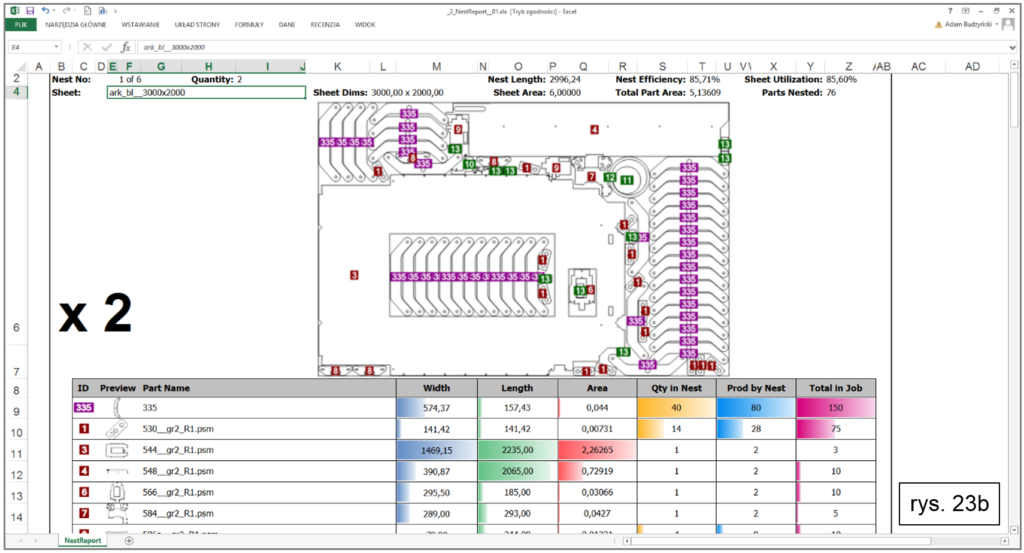
- raport ogólny, zawierający najważniejsze informacje dotyczące liczności
i gabarytów poszczególnych rozwinięć, liczby i rodzaju wykorzystanych arkuszy, stopnia zagospodarowania materiału etc. (rys. 22 – plik .XLSX MS Excel), - raport szczegółowy, gdzie z dużą dokładnością umieszcza się informacje na temat zawartości rozplanowanej na każdym z arkuszy (rys. 23a – wielostronicowy raport w .PDF; rys. 23b – wybrana strona raportu, plik .XLSX MS Excel).

7. Wybrane przypadki szczególne omawianego procesu optymalizacji
7.1 Niewystarczająca liczba dużych arkuszy
W przypadku, gdy liczba zadeklarowanych dużych arkuszy produkcyjnych jest zbyt mała, aby zmieścić na nich wszystkie duże rozwinięcia, system szybko zwróci uwagę użytkownika na niemożność wypalenia wszystkich planowanych obiektów.
Przykładowo, weźmy pod uwagę proces finalnie przedstawiony na rys. 13, dla którego dane wsadowe dotyczące arkuszy zobrazowano na rys. 10a,b.
Jeżeli teraz zmieni się ww. dane wsadowe do postaci zilustrowanej na rys. 24, tzn.
- usunie całkowicie możliwość zastosowania dużych arkuszy 3000 / 2000,
- zmniejszy liczbę dostępnych średnich arkuszy 3000 / 1000 do 1
egzemplarza,
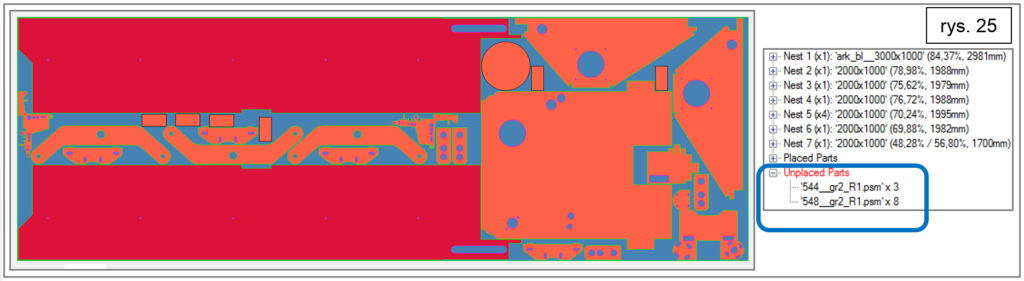
wówczas, po obliczeniach optymalizacyjnych, do listy rozwinięć wypalonych zostaje dodana lista rozwinięć niewypalonych. Na liście tej można znaleźć dokładne informacje, które z rozwinięć będą wypalone w liczbie mniejszej od zaplanowanej (lub wcale) oraz ile egzemplarzy brakuje, aby zrealizować zaplanowany wolumen produkcji (rys. 25).
Można tam zauważyć, że w opisywanej tu sytuacji:
- wybrane rozwinięcie względnie duże (o numerze 544, przedstawione m.in. na rys. 2a,b,c, rys. 3a,b oraz rys. 20 – kolor czerwony), które miało zostać wykonane w liczbie szt. x3, nie zostanie wypalone w ogóle, ponieważ nie ma z czego, odpowiednio dużego, więc do realizacji produkcji pozostają 3 egz.


- wybrane rozwinięcie względnie średnie rozmiarowo (o numerze 548, przedstawione m.in. na rys. 20 – kolor zielony), które miało zostać wykonane szt. x 10, zostało wypalone zaledwie w liczbie szt. x 2, ponieważ nie ma już więcej odpowiednio dużych arkuszy, więc do realizacji produkcji pozostaje 8 egz.

7.2 Zastosowanie arkuszy pochodzących z poprzednich paleń
Stwierdzono, że Solid Edge 2D NESTING poza zapisem układu rozwinięć, może eksportować także gabaryty arkuszy blach, naturalnie z możliwym akcentem na fakt
ich odpowiedniego napoczęcia / częściowego zużycia (rys. 17).
Powyższa geometria 2D, czyli pozostałość po poprzednich paleniach (rys. 26b) może być skutecznie i ponownie wykorzystana także jako informacje wejściowe podczas definiowania nadchodzących procesów produkcyjnych.
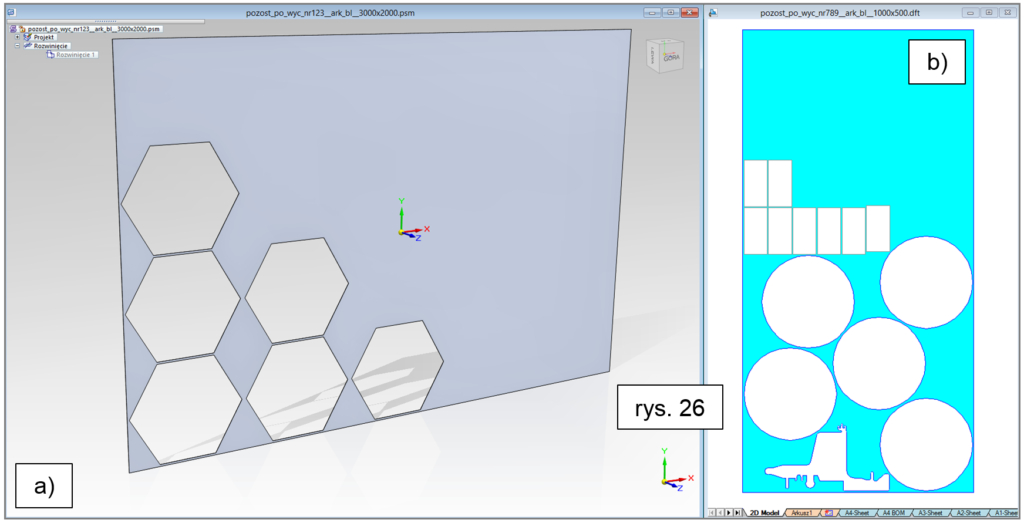
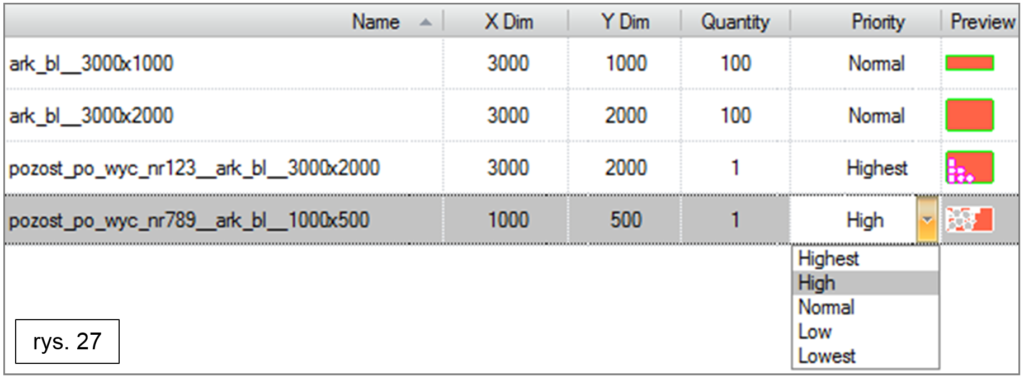
Analogiczne informacje na temat geometrii częściowo zużytych arkuszy technologicznych można tu wprowadzić także w postaci modelu 3D – rys. 26a.Istnieje tu również korzystna możliwość zadeklarowania, aby arkusze napoczęte zostały uwzględnione w procesie przyszłego palenia w pierwszej, następnej kolejności (rys. 27), aby np. odpowiednio szybko zagospodarować te już napoczęte, czyli aby możliwie szybko „się ich pozbyć”, tj. nie składować niepełnowartościowych półfabrykatów.
Model 3D (przedstawiony na rys. 26a) jest tu wskazany do użycia w pierwszej kolejności, natomiast obiekt 2D (rys. 26b) w drugiej.
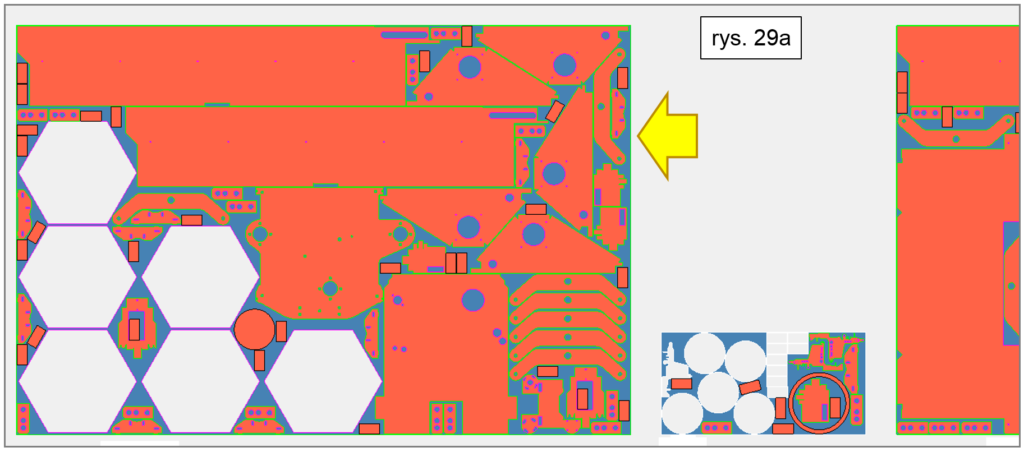
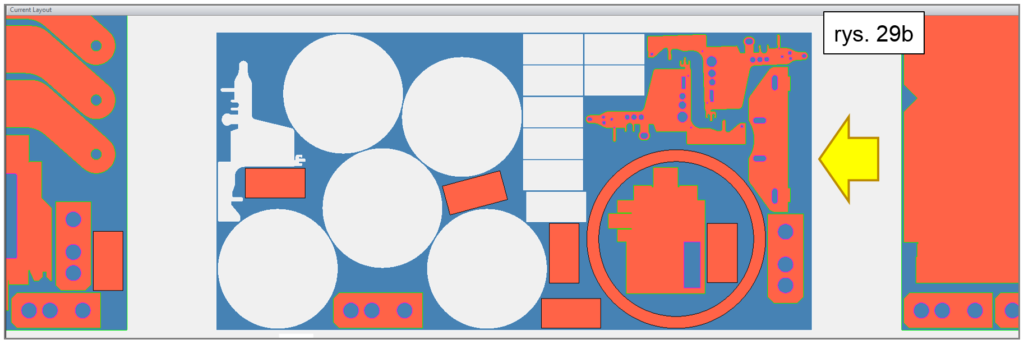
Uzyskany wówczas optymalny układ rozwinięć wygląda jak na rys. 28 (uzyskano wydajność ponad 81%).

Szczegóły rozmieszenia rozwinięć na ww. arkuszu pierwszym zilustrowano na rys. 29a, natomiast na ww. arkuszu drugim, na rys. 29b.
8. Zakończenie
Zastosowanie nowego rozwiązania Solid Edge 2020 2D NESTING okazuje się być jednym z ważniejszych i skuteczniejszych sposobów uzyskania znaczących oszczędności w procesie wytwarzania elementów giętych z uprzednio wyciętych blach.
System ten umożliwia – mówiąc językiem ‘warsztatowym’ – zamianę tego, co jeszcze wczoraj było drogocennym złomem – tj. nadmiarowym odpadem na dzisiejszy i jutrzejszy zysk.
Wynika to m.in. z następujących zalet opisywanego rozwiązania:
- uzyskiwanie względnie dużych wartości procentowego wykorzystania dostępnych arkuszy produkcyjnych = zmniejszenie konieczności kupowania i składowania nowych (osiągano tu wartości blisko 84 %),
- możliwość uwzględnienia w planowanej produkcji arkuszy pozostałych po uprzednich paleniach. Oznacza to więc rentowne wykorzystanie odpadów),
- różnorodność strategii produkcyjnych realizowanych poprzez zdefiniowanie odmiennych celów optymalizacji, np. najwyższa wydajność kontra największa powtarzalność,
- łatwość wymiany danych z innymi środowiskami 3D/2D, na pograniczu CAD i CAM,
- szybkość tworzenia czytelnych i funkcjonalnych raportów w popularnych formatach, np. XLSX (MS Excel).
Dodatkowo należy wspomnieć, że 2D NESTING może zostać zaimplementowany w firmie wraz z systemem Solid Edge (do którego portfolio należy) lub jako rozwiązanie niezależne.
Powyższe wysoko stawia 2D NESTING wśród wysoce opłacalnych współczesnych systemów inżynierskich.
… c.d.n.
Opracował: dr inż. Adam Budzyński