
NX CAM: poprawa wydajności obróbek
Część 3 – wydajne obróbki zgrubne Adaptive Milling oraz Plunge Milling. Na naszym blogu zostały opublikowane artykuły opisujące zagadnienia związane z poprawą wydajności obróbek w aspekcie wykorzystania NX CAM (artykuł, cz.1 oraz artykuł, cz. 2). Poruszaliśmy w nich tematy dotyczące frezowania szybkościowego, zarówno w technologii HSM, jak i również w technologii HPM. Obecnie publikujemy trzecią część artykułu, w której przedstawiamy możliwość frezowania zgrubnego z wykorzystaniem nowej operacji Adaptive Milling oraz na pewno znanej, operacji Plunge Milling. Poniżej, więcej na temat NX CAM: poprawa wydajności obróbek.
1. Adaptive Milling
Operacja Adaptive Milling rozszerza możliwości frezowania zgrubnego dążąc do utrzymania stałego kontaktu narzędzia z materiałem skrawanym najdłużej jak, to możliwe.
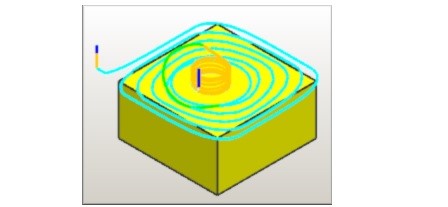
Operację można sklasyfikować w obszarze technologii frezowania szybkościowego, z ang. HPM – High Performance Machining. Obszar stosowania tego typu technologii to przede wszystkim obróbka zgrubna, która podobnie, jak technologia HSM, nadaje odpowiedni kształt części oraz wykorzystuje maksymalne parametry obrabiarki, a wszystko w kontekście stycznych i smukłych ścieżek narzędzia (rys. 1). Technologia staje się szczególnie przydatna w obróbce materiałów twardych lub trudno skrawalnych.
Rys. 1 Zgrubne, smukłe i styczne ścieżki narzędzia wygenerowane w operacji Adaptive Milling.
Operacja dostępna jest od wersji NX 12.0.0 i działa wszędzie tam, gdzie licencja obsługuje operację Cavity Mill. Czyli tak naprawdę operacja występuje już w module frezowania 2.5 osiowego, a znależć ją można w szablonie Mill Contour (rys. 2).
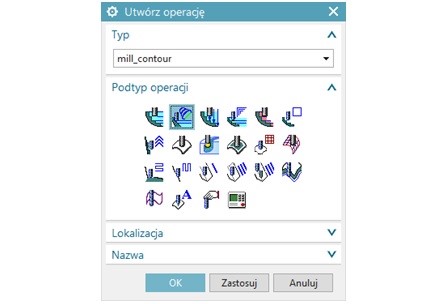
Rys. 2 Nowa operacja frezowania zgrubnego – Adaptive Milling
Czynnikiem wyróżniającym operacje jest głębokość frezowania, która oparta jest o parametr długości części roboczej frezu. Tego typu podejście sprawia, że wykorzystywany jest pełen zakres części roboczej narzędzia, a nie jego dolna część tak, jak się to odbywa w warunkach standardowego frezowania. Drugim czynnikiem wyróżniającym operację jest sama ścieżka narzędzia, która charakteryzuje się morficznym kształtem (wyglądem bardziej zbliżonym do okręgów, z dużą ilością promieni), co pozwala zastosować wysokie parametry prędkości skrawania oraz ruchów posuwowych
2. Adaptive Milling – przykład zastosowania, wejścia spiralne
Optymalizacja procesu frezowania zgrubnego może zależeć od wielu czynników. Jednym z nich może być kwestia wykorzystania bardziej wydajnego frezu, charakteryzującego się większym parametrem kąta zagłębiania spiralnego. Strategię tego typu, z pełną kontrolą programisty, w łatwy i szybki sposób zaprogramować można w Adaptive Milling, co przedstawione zostało na rys. 3 i filmie 1. Do dyspozycji programisty są parametry kąta wejścia czy parametry prędkości obrotowej i wartości posuwu roboczego. W rezultacie otrzymuje się proces bardziej efektywny, ze znaczącą redukcją czasu obróbki.
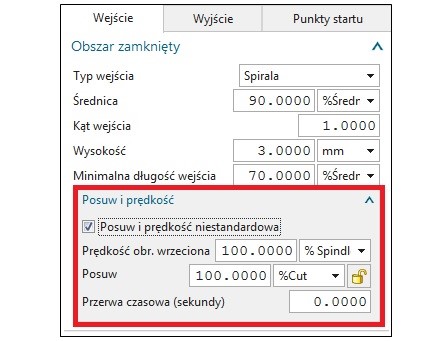
Rys. 3 Adaptive Milling – okno programowania parametrów zejścia spiralnego (kąt spirali, prędkość wrzeciona, posuw).
3. Adaptive Milling – przykład zastosowania, kontrola szyku adaptacyjnego
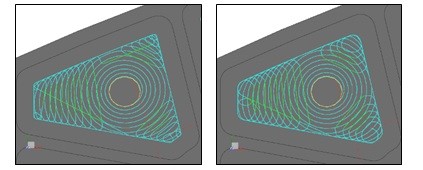
W przypadku frezowania otwartych obszarów najczęstszą strategią wejścia w materiał jest styczna, zewnętrza ścieżka narzędzia (rys. 4). Istnieją jednak przypadki, kiedy warto zastanowić się na innym wariantem wejścia. Mianowicie, można zastosować strategię wejścia spiralnego. Warto to rozważyć szczególnie w momencie, kiedy frezujemy całym zakresem długości ostrzy. W tego typu przypadkach, zawsze na końcu procesu frezowania powstaje resztka, która przybiera z pozoru bezpieczny kształt słupa/podpory. Wydawało by się, że nic się nie powinno wydarzyć. Niemniej jednak w tego typu przypadkach prawdopodobieństwo uszkodzenia narzędzia jest większe niż wtedy, kiedy powstałą resztkę obrobiłoby się strategią wejścia spiralnego (rys. 5). Efektem finalnym, w połączeniu z opcjami opisanymi powyżej w pkt.2, jest otrzymanie procesu bardziej stabilnego o zwiększonej żywotność narzędzia. Podejście szczególnie przydatne w obróbce twardych materiałów, jak Tytan lub Inconel.
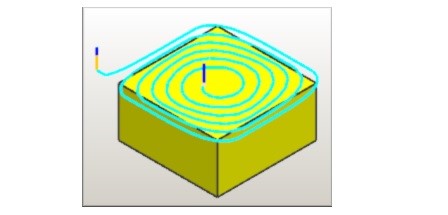
Rys. 4. Adaptive Milling – standardowe ustawienie wejścia w materiał podczas obróbki obszarów otwartych
Rys. 5. Adaptive Milling – wejście spiralne generowane na końcu procesu frezowania
4. Plunge Milling
Operacja uzupełnia technologiczne możliwości zgrubnych procesów frezerskich jakie można zaprogramować w NX CAM. Pozwala przeprowadzić, przy odpowiedniej konstrukcji narzędzia frezerskiego, wydajnościową obróbkę z wykorzystaniem jednej osi roboczej. Jest nią oś Z. Pozostałe osie wykorzystywane są wyłącznie do pozycjonowania. Procesy tego typu charakteryzują się inną specyfiką obciążeń mogących wystąpić podczas skrawania. W trakcie obróbki obciążana jest tylko jedna oś pracy, pozostałe osie pozostają w bezruchu i są w związku z tym nie obciążane. Główne zostosowanie operacji to przede wszystkim obróbki, gdzie wymagane jest długie narzędzie, przy zachowaniu większej sztywność układu maszyna-detal-narzędzie.